今天小编要和大家分享的是工业控制相关信息,接下来我将从基于MCS-51单片机和步进电机实现锅炉筒壁孔加工控制系统的设计,基于单片机的步进电机控制系统设计毕业论文怎么写这几个方面来介绍。

工业控制相关技术文章基于MCS-51单片机和步进电机实现锅炉筒壁孔加工控制系统的设计
1、前 言
为实现锅炉筒壁孔加工自动化而设计的数控系统,是以MCS-51单片机为控制核心、步进电机为驱动电机、机床大、小拖板为执行部件的两坐标开环控制系统。大拖板纵向移动以确定打孔位置,脉冲当量值为0.02mm/步,最大进给速度为5m/min。小拖板横向移动以实现刀具的快进和工进。系统具有点动对刀、自动加工、暂停和继续、急停报警、回零等主要功能。
2、 硬件结构与功能
系统硬件分布于一块控制主板和两块驱动板上。
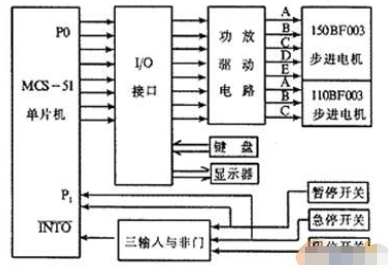
在以8031单片机为主的控制主板上,扩展一片27256EPROM,用于存放系统软件,一片2764EPROM,用于固化经过调试的零件加工程序,一片带掉电保护的6264RAM,用于随机存储手工编辑的零件加工程序。另外扩展一片8255并行I/O口,其B口用于输出步进电机控制信号、C口和A口用于键盘和显示器接口。
主板上配置4×7个按键,其中0~F的十六进制数字键用于手工编辑加工程序时输入存储单元地址、工件号、加工指令等,其余功能键用作单片机复位、6264内存地址加1,减1,步进电机点动对刀、自动加工及刀具回零等。
6个8段LED数码管采用共阴极接法,动态显示数据。
根据对拖动力矩的实验分析,确定采用150BF003型步进电机驱动大拖板,采用110BF003型步进电机驱动小拖板。步进电机的各相绕组通电状态是由单片机通过数据总线送往8255的B口,经光电隔离后由驱动电路进行功率放大而实现的。驱动电源采用斩波电路,能提供接近矩形波的电流波形,在低频段输出稳定扭矩为0.85~0.9Tj(Tj为电机最大静态扭矩),系统带负载能力强,运行快速性好。
考虑系统运行的安全性,设置限位开关、手动暂停开关和手动急停开关,将信号接至单片机P1口,并采用三输入与非门74LS10,将其输出端作为中断源信号接至单片机INTO位。
系统原理框图如图1所示。