今天小编要和大家分享的是工业控制相关信息,接下来我将从基于CC-Link网络技术实现民爆中包生产线自动控制系统的设计,基于plc和现场总线的卷烟储存输送控制系统这几个方面来介绍。

工业控制相关技术文章基于CC-Link网络技术实现民爆中包生产线自动控制系统的设计
一、引言
民用炸药生产是一个具有危险性的特殊行业。为了提高炸药生产效率,减少生产过程中造成的工人人身伤害,这个行业对自动化包装线的需求比较迫切。
武汉人天包装技术公司开发的DWG型民爆中包生产线正是满足这种需求的一款产品。生产线针对炸药的包装工艺特点,对炸药进行自动排列、中包包装、装箱。
其自动控制系统采用CC-Link现场总线、分散控制、变频定位控制等技术,保证了生产线稳定、可靠的运行。现场各PLC利用CC-Link总线进行通讯,使得整个生产线配置变的灵活,安装维护容易。友好的人机界面降低了操作难度与事故率,提高了经济效益。整个生产线运行后,减少了大量操作人员,体现了较好的使用效果与较高的安全性。
此线在全国各地炸药生产企业得到了广泛的应用,并被国家民爆总局评为国家科学技术进步2等奖。
二、控制对象简介
整个生产线效果图如图所示
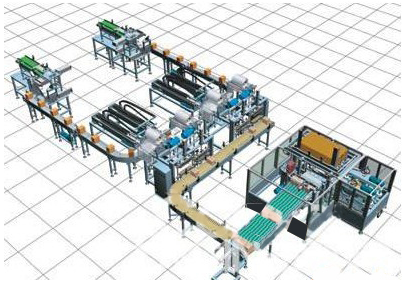
民爆中包生产线分为若干相对独立的功能块:
中包功能块 此功能块用于将前段输送而来的药条进行排列整理,并用塑料膜包装成真空袋。一条中包生产线可能包含2至3个中包功能块
装箱功能块 此功能块接受包装完成的中包袋,并将其装入纸箱,并控制辅助设备自动封箱捆扎
输送功能块 此功能块根据不同厂房配置,完成物料的转移输送。
三、控制系统硬件配置
1、系统配置
全系统含数字IO约350点,变频器6-11台,另有独立温度控制回路12-18路。
主控制单元采用FX2NPLC,约100点数字IO,负责控制电机,并提供人机界面和上位机接口。
中包控制单元采用FX1NPLC,约80点数字IO,负责单台中包的控制。根据不同的生产线配备的中包控制单元数目也有所不同。
装箱控制单元采用FX2NPLC,约80点数字IO,负责装箱机的控制。