今天小编要和大家分享的是顺序阀分类 顺序阀工作原理,接下来我将从顺序阀分类,顺序阀工作原理,插装式顺序阀,顺序阀浇口技术,这几个方面来介绍。

顺序阀(Sequence Valve)是在具有二个以上分支回路的系统中,根据回路的压力等来控制执行元件动作顺序的阀。
顺序阀分类
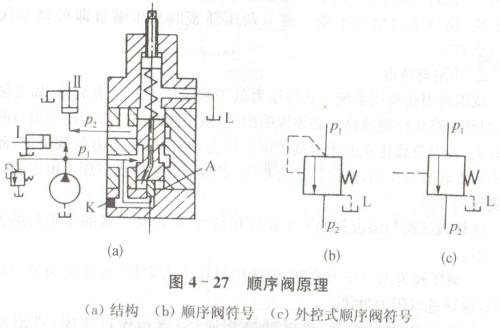
根据控制压力来源的不同,它有内控式和外控式之分。
顺序阀工作原理
是依靠气路中压力的作用而控制执行元件按顺序动作的压力控制阀,如图1所示,它根据弹簧的预压缩量来控制其开启压力。当输入压力达到或超过开启压力时,顶开弹簧,于是户到A才有输出;反之A无输出。
顺序阀一般很少单独使用,往往与单向阀配合在一起,构成单向顺序阀。图2所示为单向JI匝序阀的工作原理图。当压缩空气由左端进入阀腔后,作用于活塞3上的气压力超过压缩弹簧3上的力时,将活塞顶起,压缩空气从户经A输出,见图2(a),此时单向阀4在压差力及弹簧力的作用下处于关闭状态。反向流动时,输入侧变成排气口,输出侧压力将顶开单向阀4由O口排气,见图2(b)。
调节旋钮就可改变单向顺序阀的开启压力,以便在不同的开启压力下,控制执行元件的顺序动作。
顺序阀的性能与溢流阀基本相同,但由于功能的不同,对顺序阀还有其特殊的要求:
(1)为了使执行元件准确实现顺序动作,要求顺序阀的调压精度高,偏差小;
(2)为了顺序动作的准确性,要求阀关闭时内泄漏量小;
(3)对于单向顺序阀,要求反向压力损失及正向压力损失值均应较小。
插装式顺序阀
直动式顺序阀是一种利用压力控制使多个执行元件按先后实现顺序动作的压力阀。图5-14所示为板式连接的直动型顺序阀,阀芯为二台肩的滑阀。
如果将顺序阀的上盖或下盖旋转90°安装,则顺序阀又可以由内控外泄变换为内控内泄、外控内泄、外控外泄等三种型式。职能符号图见图5-15。其中
1)内控内泄型安装在液压系统的回油路,出口接油箱,由调压弹簧保证阀的进口压力,即回油背压为调定值,因此又称为平衡阀或背压阀。此时阀芯受力平衡,阀芯稳定在某一位置,弹簧腔的泄漏油内引至阀的出口。
2)外控内泄型用于双泵供油回路,阀的进口旁接在低压大流量泵的出口,控制活塞的压力油引至高压小流量泵的出口(外控)。当高压小流量泵的出口压力大于阀的调定压力时,阀口全开使低压大流量泵经此阀卸荷回油箱,故又称为卸荷阀。因阀的出口直接接回油箱,因此阀弹簧腔的泄漏油内引到阀的出口(内泄)。
3)外控外泄型安装在液压系统的某一支路做液压开关,即外控压力低于阀的调定压力时,阀口关闭;当外控压力大于阀的调定压力时,阀口全开使液流顺利通过。因阀的出口油液去工作、压力不等于零,因此弹簧腔的泄漏油须单独引回油箱(外泄)。
直动式顺序阀适用于油液稳定和低压场合。
除此之外还有助推顺序阀,卸荷阀。卸荷阀的主要用途:
a.蓄能器系统中泵的自动卸荷及加载;b.高低压泵组合中大流量低压泵的卸荷。生产产品厂家:国内主要是榆次液压集团有限公司、北京华德液压集团有限公司、上海立新液压件厂等。国外有美国Vickers、德国力士乐等厂家。卸荷溢流阀德选用:卸荷溢流阀主要用于装有蓄能器德液压回路中,当蓄能器充液压力达到阀德设定压力时自动地使液压泵卸荷。阀中有内装单向阀防止蓄能器中的有压油液倒流。此时由蓄能器维持对系统供油而泵卸荷从而收到节能效果。当蓄能器中油液压力降至到阀设定压力地85[%]左右时,阀又复载,液压泵恢复向蓄能器充液。这种阀也可以用于双泵高低压回路。低压时两个泵同时向系统供油,高压时此阀使大泵卸荷并把它与高压部分隔开。用于蓄能器地阀与蓄能器之间地压降不得超过设定压力地10[%]。外泄式阀泄油口背压不得超过设定压力地2[%]。
顺序阀与溢流阀相比较,相同的是它们检测和控制的都是阀进口的压力,并且处于常闭状态;不同的是顺序阀的出口视具体工作不同可以直接接回油箱,也可以接二次油路,前者弹簧腔的泄露油为内泄,后者为外泄。
顺序阀浇口技术
顺序阀浇口技术(SequentialValveGating,简称SVG),是近些年为适应汽车行业对大型平板塑料件或者是行业对微型薄壁件的需求而开发的一种成型新技术。该技术的理论模型由C-Mold(Mold-Flow)公司率先提出,美国GE公司首先在薄壁件生产中对其进行了商业应用。虽然SVG技术并没有悠久的历史,但是由于它在成型制品时所取得的良好效果,他已经广泛地应用于汽车和家电行业,包括国内的许多汽车公司也都在大力推广这一技术。
SVG是在传统的热流道模具基础上,在每个浇口处设置一个可以独立控制的可开、关的。浇口的开启或者关闭由液压缸或者汽缸驱动,在热流道中浇口与顶杆的连接是一根圆柱顶针。采用顺序阀浇口技术成型制品时,一般分为四个步骤,在整个过程中一个浇口最多可以经过两次开、关。
SVG技术的优点可以总结为以下几点
(1)消除熔接痕。
(2)降低成型压力以及相关的残余应力。
(3)减小成型周期。
(4)更为均一的分配保压压力。
(5)在普通模具中就能获得平稳熔体流。
在成型大型塑料制品时,传统的同步多点进浇,虽然能使熔体充满整个型腔,但是由于熔接痕的存在,却很难使产品质量达到理想化要求。SVG则很容易解决这一问题。
关于顺序阀,电子元器件资料就介绍完了,您有什么想法可以联系小编。