2017年7月21日,这天我在成都参因会议,晚上收到公司发来的信息,说穿孔机出现了故障,导致二根钢管无法完成生产,只能出炉。
7月23日星期天,我到了公司诊断测试,机器正常没有发现异常。
7月24日又开始生产,这一天我一直在现场,生产了一天,除了油温过高,天气实在太高外面43度也正常。
7月25日继续生产到快要下班时进行换工具,液压站停止工作,再开机时出现M1557.6报警。

生产无法继续,此时炉子内还有几十根管子,过了4 小时要全部出炉,损失就大了。
没办法只能留下来了。
我先看程序是SCL编的,如图:
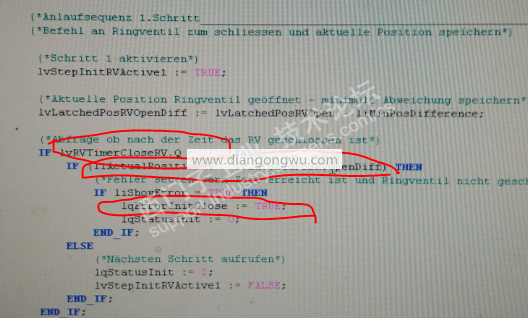
从程序分析主要有二个条件导致报警,一个是位置传感器的数值,一个是5秒的延时。
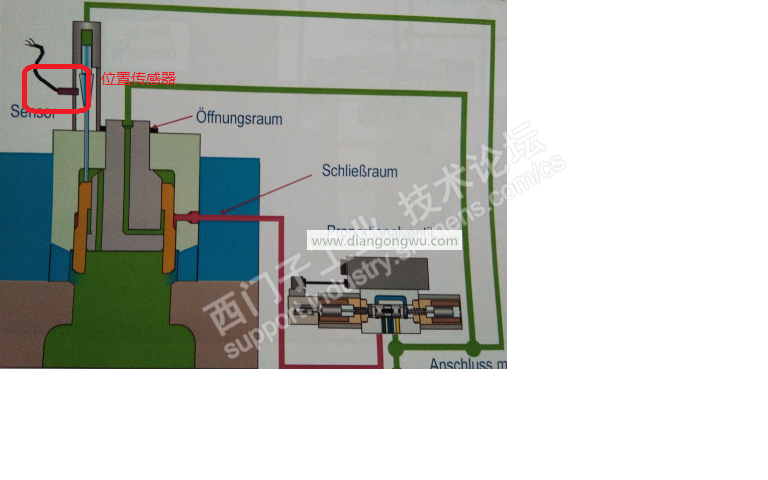
位置传感器的数值是来自环形阀上的信号,是监测环形阀是否关闭好,环形阀是通过 比例阀控制的:
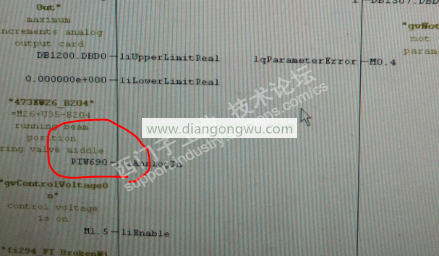
PIW690就是位置传感器的数值
比例阀的输出是PQW540,为什么环形阀没有关闭,开始我们怀疑比例阀,更换新的无果,一样的现象,我们又换了传感器和比例阀的模块,也没有解决,用比例阀控制器控制环形阀工作正常,时间过的很快,要开始出料了,现在也就是位置传感器没有换和电缆线包括插头,环形阀自身暂时换不了,因为整个设备很高有地上40 米地下40 米,位置传感器是浸在油箱内的,工作量大,要几天才能完成,没办法我们和老外沟通,也没问到什么有价值的信息,此时我们的电气维修人员“苗族二工”还在继续努力,我又回到现场,此时电气维修人员“苗族二工”屏蔽了一些信号,机器开起来了,但是不能关液压站,能继续生产,因为机器开机时有一个自检 过程没有通过,此时已经出了4根料,其他又可生产了。
暂时可生产了,此时我想要记录位置信号,阀门的工作是正常的。

我一直坚持到生产结束,已经是深夜1:30分了回家休息,可是怎么也睡不着,问题还是没有找到,一直在想为什么系统自检5秒阀不能通过,阀手动又是正常的,环形阀我们有三个,其他二个又是正常的,那我是可以用另一个阀的位置信号取代PIW690(如果阀是好的),先骗过系统自检,保证生产,我想只能明天早上去试了。
7月26日一大早我到现场,开机机器还是出现报警,而且阀的位置异常,如图:

我开始昨天晚上想的方法尝试,把PIW690用PIW688的信号替代进行开机,机器没出现报警并且自检通过了,
然后再改回到PIW690,(不改回阀不执行之后的动作)又可以继续生产,因为我们此次生产还要一周时间,才能进行维修。

7月31日生产结束,我们开了个维修会议,因为机器高40米,油箱在顶部又是密闭空间,首先要考虑安全,为了保证安全,决定在顶部搭脚手架才能上去,密闭空间要通风,要进行含氧检测要挂安全带,挂哪儿都作了详细的考虑。
8月1日我们找供应商报搭脚手架的价格。
8月3日脚手架搭好。
8月4日排空油箱的油。
8月7日开始做准备工作。
8月8日四五个人到达机器顶部,机械人负责拆油箱盖板,电气人员在检查位置传感器线和插头,结果发现插头松动而且插头内有石墨粉尘,石墨是导电的,我们想插头不松不应该有灰进入。
此时机械人员也检查了环形阀也没有发现问题,决定开机测试,所有人员拆离现场。
我开始记录波形,结果信号正常也没有了报警。
啊呀!一个小小的问题让我们动了不小的人力物力呀,第一次出现这样的故障教训深刻。