数控机床加工中心坐标系的设定与使用
CNC系统定义了三种坐标系: (1) 机械坐标系,(2) 工件坐标系和 (3) 局部坐标系。
1) 机械(机床)坐标系
该坐标系是机床制造时由机床厂确定的,由机床的一个特定点(称作机械原点)确定的。由机械原点定义为原点的坐标系称为机械坐标系。因此该坐标系也是唯一的,它是对机床的机械操作与机床本身的机械动作(如换刀、交换工作台、15上下料)的基准。当机床开机后进行返回零点的操作后,即建立了机床的机械坐标系。工作台或刀具、刀架、机械手、安装好的卡具等的运动都会在显示器上显示出距离机床零点的绝对位置(坐标)值。此时用程序进行加工不会造成撞刀、机械碰撞。但是,如果开机后不回原点,因为没有建立该坐标系,CNC 的显示器显示的是CNC 系统通电后的任意值,与机床部件的实际位置没有任何联系,是随机值。此时如果用程序执行加工或是移动机床(无论手动或JOG 方式)都会有撞车的危险。
使用绝对式位置检测元件(编码器或直线尺)做进给轴的移动量检测器的机床,无需每次开机后执行回机床零点的操作。
机械坐标系的指令格式:G53 IP_换刀、交换工作台、上下料等的程序都在机械坐标系中执行。注意,执行G53 时将自动取消刀具补偿、增量位置移动等指令。
2)工件坐标系
是用参数在机械坐标系中建立的。用参数设定其原点到机械系原点的距离,这一距离是依据工件加工的要求而定的:加工时工件放在机床的什么地方?刀具在哪儿起刀,也就是说加工程序的基准点在哪儿?因此,工件系的设定与工件的放置、刀具的位置与整个加工过程中总的位移量(各坐标轴的行程)有关。因此,工件坐标系可以称为加工坐标系。工件坐标系是依据加工件的形状、加工程序的要求、加工工艺等随时、任意设定的。
工件坐标系有两种指令方法:G92(车床G50)和G54~G59。
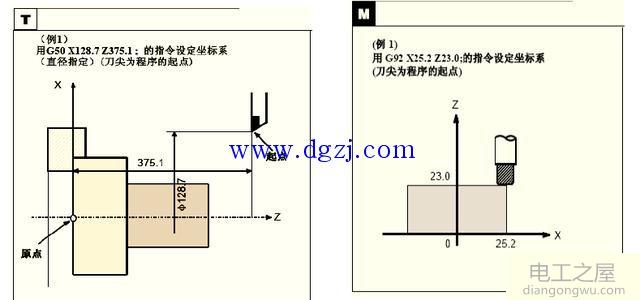
G92(车床G50)指令见下图中的指令:
车床(T)系列指令:G50 X128.7 Z375.1(直径指定); 该指令的意义是定义刀尖点(或刀具的其它基准点)X128.7 Z375.1 为加工程序的起点。
铣床(M)系列指令:G92 X25.2 Z23.0; 该指令的意义是定义铣刀端点(或刀具的其它基准点)X25.2 Z23.0 为加工程序的起点。
就是说,工件坐标系指令 G50 和G92 是用来定义加工程序的起点,即刀具的基准点在机床上的起刀位置。通常该指令的输入方法是:操作者在装好工件毛坯后移动刀具对刀,刀尖(或端部)蹭上毛坯的表面后,在程序的第一段(或其它段)中输入:G92(G50)及当前坐标轴的刀尖坐标值;然后再移动刀具与另一轴向的毛坯面接触,在G92(G50)段中输入此时该轴的刀尖坐标值。此种操作需要操作工在机床现场,因此适于单件、小批量加工。在生产线上的或其它批量加工时,不宜使用。加工线或批量加工的机床,都是用卡具安装与定位工件,无需修改工件的坐标系,操作工不必在机床现场,因此程序中使用G54~G59 指令。
请点击此处输入图片描述
自动设定G92(G50)的方法
若事先设定了坐标系的自动设定参数 ZPR(No.1201#0=1),在执行手动返回参考点操作完成后,即可自动确立坐标系。 所设坐标系相对于机床零点的坐标值α、β、γ在参数(No.1250)中事先设定,该值是刀套的基准面或基准刀具刀尖的坐标值值(X=α、Y=β、Z=γ)。这一操作与CNC 在参考点建立后执行下列程序指令是同样的效果:
G92 (G52)Xα Yβ Zγ 。
在加工线上的机床就使用自动设定方法建立 G92 或G50,T 系列(车床或内/外圆磨床)应用较多。
G54~G59 指令
G54~G59 共有六个坐标系随意选用。使用前,必须在工件系设定画面用MDI 键将各系的原点值(至机床零点即机械坐标系零点的距离)分别输入,用参数#1221~#1226 也可以输入。
参数#1201 的第7 位WZR 可以设定在开机或系统复位时将工件坐标系是否置于G54:
0:不为G54
1:置于G54
有时,在机床、特别是大型机床上工作台的不同部位加工几个相同几何轮廓的工件、使用同一个程序(定义此轮廓的程序)是最简便的方法。此时,就需要移动工件坐标系。Fanuc 系统提供了多种方法,其中用程序指令(G92 或G52 IP_ ;)即可实现,具体的,请见说明书中的相关内容。
2)局部坐标系G52
局部坐标系是在G54~G59 各坐标系中建立的子坐标系。G52 建立后,其使用方法与G54~G59 是一样的,允许使用G90 和G91。不过,应特别注意:在建立G52 坐标系的指令段中不能编制 G91 指令,即,下面N12 段中的G91 指令是错误的:;
N11 G54 G90 G00 X200. Y200. ;
N12 G52 G91 X200. Y200. ;
N13 X100. Y100. ;
17
;
程序应改为:
;
N11 G54 G90 G00 X200 Y200;刀具在G54 系中移动到点X200 Y200 处。显示G54 坐标系X200 Y200。
N12 G52 X200 Y200; 刀具不移动,在G54 的点X200 Y200 处建立G52坐标系。显示G52 坐标系 X0 Y0。
N13 G91 X100 Y100; 移动X100 Y100,显示G52 坐标系 X100 Y100。
使用过 G52 之后一定要用指令G52 IP 0;取消,回到原来的工件坐标系。
参数#1201 的第2 位ZCL 定义执行完手动返回参考点后,是否取消局部坐标系:
0:不取消
1:取消
参数#1202 的第3 位RLC 定义系统复位后,是否取消局部坐标系:
0:不取消
1:取消