FANUC系统对加工中心多主轴控制有3种技术方案:
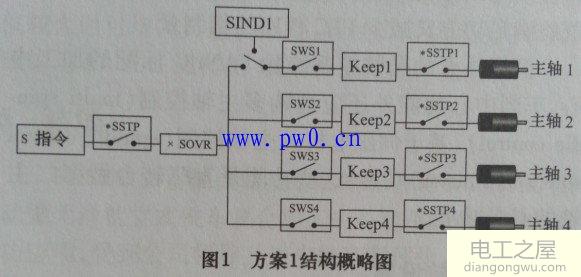
方案1 : SIND(基于PMC的主轴电动机转速控制)功能只限于在第1主轴上可以使用的方式。当通过SWS1主轴选择信号选择第一主轴时,可以相对第1主轴使用SIND信号以及R01I一R12I . SIND信号对其他主轴没有影响。PMC控制的极性(旋转方向)控制信号SON和SSIN用来控制由SWSI, SWS2,SWS3 , SWS4选定的主轴的旋转方向。
结构概略图如图1所示。
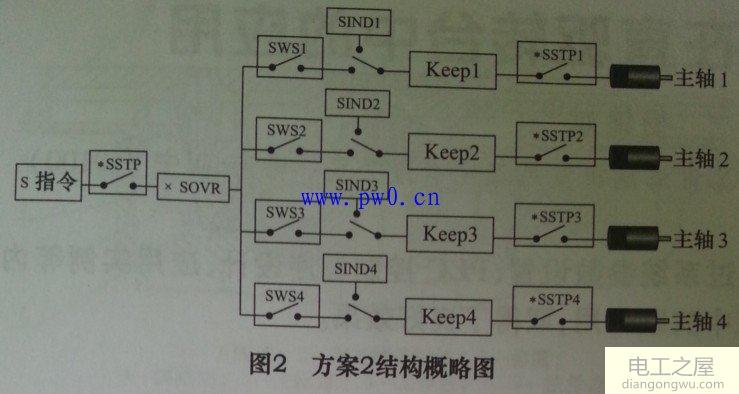
方案2:可以在加工中心各个主轴上分别独立使用SIND功能的方式。各主轴有自己的SIND,SSIN ,SGN信号,当其主轴的主轴选择信号SWS1, SWS2, SWS3, SWS4或第1/2/3/4主轴的SINDx信号设定为1时,各轴用的极性(旋转方向)控制信号SSIN, SGN才生效。
结构概略图如图2所示。
方案3:基本与第二种方式相同,加工中心的各主轴各自都具有其独立的SIND,SSIN,SGN信号。主轴的选择,不是通过主轴选择信号(SWS1一SWS4)进行,而是通过P指令进行。各轴用的极性(旋转方向)控制信号SSIN,SGN,只对由P指令所选的主轴或SIND信号为1的主轴有效。各主轴还可应用不同的倍率进行控制。
结构概略图如图3所示。
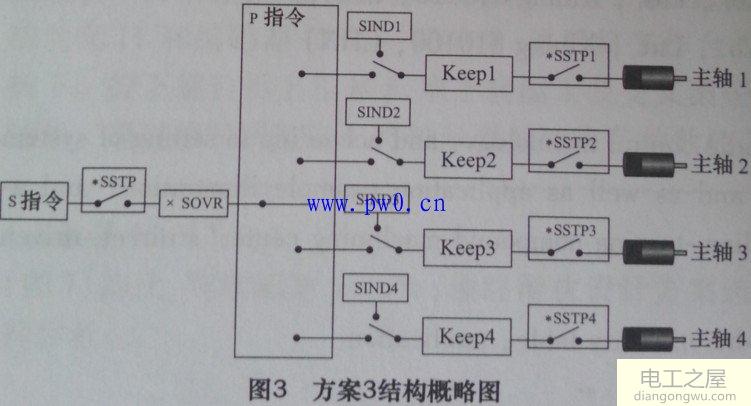
由于复合型机床用1套数控系统控制两个主轴且这两个主轴需要区分加工状态单独旋转,故采用第3种控制方式,两主轴用相同的倍率开关进行控制,这样既能满足功能又减少PLC程序的编制量。
值得注意的是数控系统除FANUC标配的加工中心、车削中心功能外还应选购多主轴控制(multi spin一dle control)、基于伺服电机的主轴控制(spindle control with servo motor)功能,这些功能是直驱转台做第二主轴的必备功能。