数控铣床砂轮磨损用宏程序修磨程序
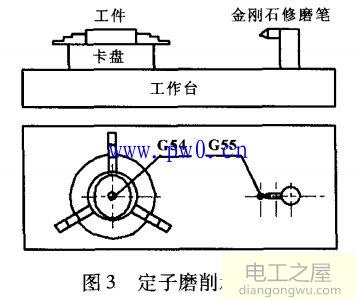
数控铣床在定子磨削过程中,砂轮会产生磨损,需要定期进行修磨。在数控铣床工作台上,三爪卡盘右侧支架上固定一个金刚石修磨笔,金刚石笔尖高度大于砂轮长度20 mm,设定金刚石笔尖为修磨程序原点G55,每磨削一个定子修磨一次砂轮,根据经验每次修磨砂轮半径0. 2 mm。如图3所示为定子磨削示意图。
砂轮修磨程序如下:
子程序O1001;
G55 G90 G80 C00 G17 G40;
Z50. S3000 M03;
#501=#501+1; #501为修磨砂轮次数,修磨程序运行一次自动加1,更换砂轮置0
#101=10-#501 * 0. 2; #101为修磨后砂轮半径,砂轮初始半径值修磨为10
G00 X-#101 Y0 Z50. M09;修磨砂轮时砂轮中心位置
Z5.;
G01 Z-20. F150;
G00 X-25;
Z50.
M99;